The Complete AS9102 First Article Inspection Checklist for CNC Machined Parts (Free PDF Download)
Aerospace & Defense Quality • AS9102 • First Article Inspection
The Complete AS9102 First Article Inspection Checklist for CNC Machined Parts (Free PDF Download)
A working AS9102 Rev C First Article Inspection checklist from an ITAR-registered CNC shop in Hanover, PA — covering Form 1, Form 2, Form 3, the tools we actually use on the floor, the top 10 reasons FAIs get rejected, and the workflow we run on a defense bracket end-to-end.
Hanover, PA — Olympus Machining LLC · ITAR registered · CAGE 9V9P0 · CMMC Level 1.
At a Glance
- AS9102 Rev C requires three forms — Part Number, Product, and Characteristic Accountability — for every first article
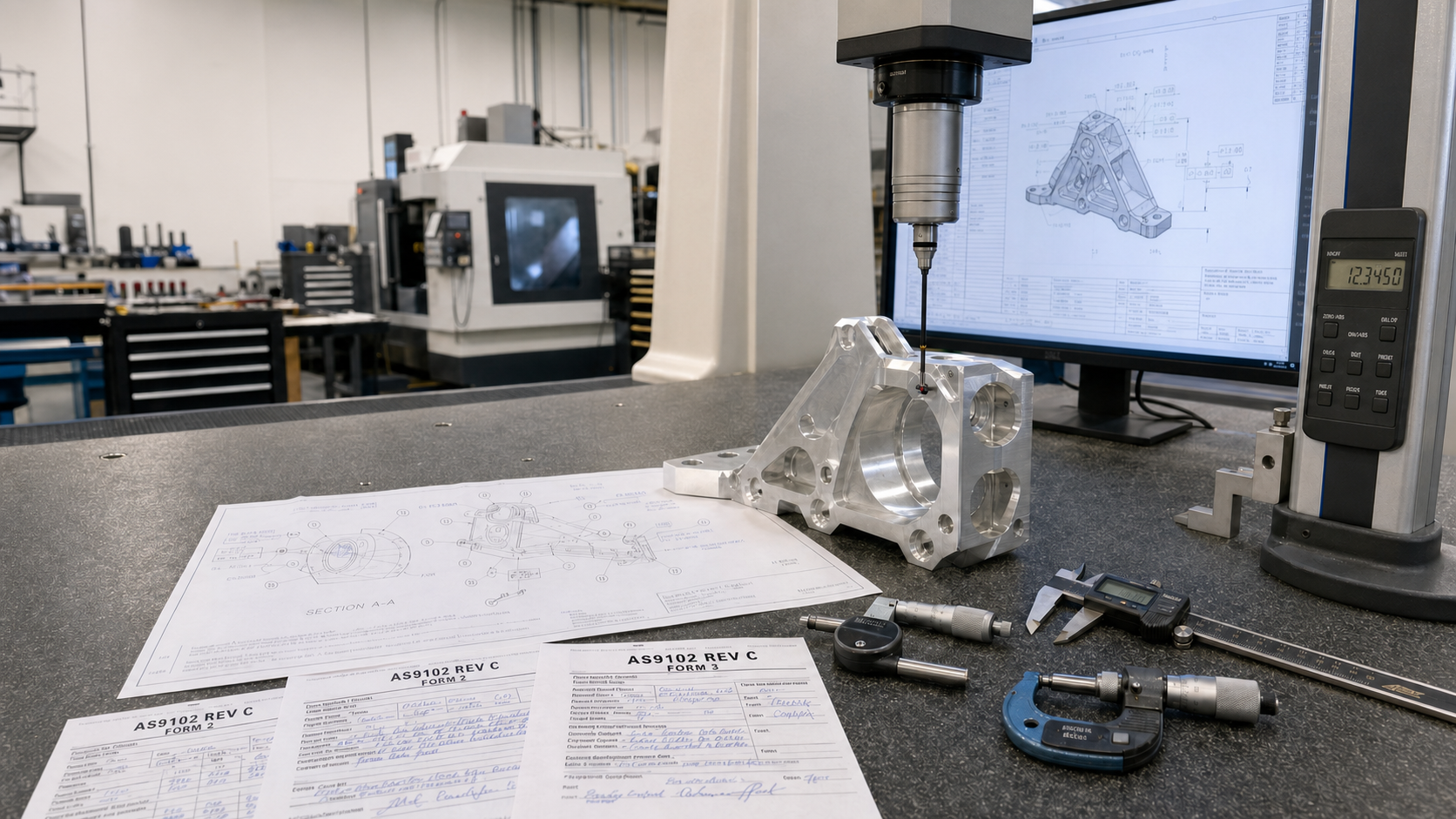
- A working FAI package includes balloon map, material certs, special-process certs, calibration certs, and CMM reports
- Form 2 (raw-material and special-process traceability) is where most FAIs get rejected
- Olympus runs FAIs on a Haas HMM 430 CMM with NIST-traceable gauges; standard turnaround is 5 business days
- Free Olympus-branded blank AS9102 Form 1 / 2 / 3 PDF templates — direct download links in the section below
What AS9102 actually is — and why a working shop's checklist beats a generic QA template
AS9102 is the SAE aerospace standard that defines how a supplier proves the first production article of a part conforms to the released drawing. It is required by virtually every aerospace prime, every major defense program, and most medical OEMs that follow AS9100 supply-chain practices. The standard itself is short — a few pages and three forms — but the documentation it requires is what trips suppliers up.
A generic QA template will tell you to "fill out Form 3." A working CNC shop's checklist will tell you which calipers to grab, which CMM routine to load, which heat-lot number to chase down with your steel distributor, and which three line items on Form 2 cause 80% of buyer rejections. This post is the latter.
Related reading: AS9102 First Article Inspection overview · Full FAI vs Partial FAI · Balloon drawings for Form 3 · CMM inspection services.
Pre-inspection checklist
Before a single feature is measured, gather these items at the inspection bench. Missing any of them stalls the FAI.
- Released drawing at the rev called out on the customer PO
- Marked-up balloon map identifying every characteristic
- Raw material certificate with heat/lot traceability tied to the bar stock pulled
- Special process certificates: heat treat, plating, anodize, passivate, coatings
- Sub-tier supplier traceability for each special process and raw material
- Fixturing plan and the actual fixtures used in production
- Calibration certificates for every measurement tool (CMM, height gauge, micrometers, calipers, thread gauges, surface roughness comparator)
- Manufacturing Process Record (MPR) or routing sheet showing the operations the part actually went through
Form 1 — Part Number Accountability
Form 1 establishes which part this FAI is for and links every other document in the package to it. Each field below is a checkpoint.
- Part number & rev: verify against the released drawing and the PO; mismatches here invalidate the entire FAI
- Serial number: assign per shop traceability convention; record on the part if marking is allowed
- Drawing number & rev: exactly as printed in the title block, including any dash numbers
- Baseline drawing number: the parent assembly or top-level number when applicable
- FAI report number: Olympus uses an internal sequential FAI-YYYY-NNNN format
- Manufacturing Process Record reference: the routing sheet or MPR document number
- Customer information: name, contract number, PO number, supplier code (CAGE 9V9P0 for Olympus)
- Reason for FAI: first production, drawing change, process change, or 2-year lapse
- Signature & date: QA representative — name printed, signed, dated
Form 2 — Product Accountability
Form 2 proves the materials and processes the part went through are what the print requires. It is where rejected FAIs most often originate.
- Raw material lot tracing: the heat/lot number on the cert must match the bar stock used. Olympus traces Alro Steel material lots from receiving, through the saw, to the machine. The cert is attached to Form 2 with the heat/lot circled
- Heat-treat certificate: if the part is hardened or stress-relieved, the sub-tier heat-treat house's cert is filed with the part number, rev, and Rockwell or tensile result called out on the print
- Surface finish / coating cert: for plated, anodized, or coated parts. Olympus uses NovaKote for finishing — the cert references our PO number and the spec on the print (e.g., MIL-A-8625F Type II Class 2)
- Sub-tier supplier cert chain: when a sub-tier process touches the part, that vendor's quality system credentials (their AS9100 cert or NADCAP scope) are attached so the FAI can be audited end-to-end
Form 3 — Characteristic Accountability
Form 3 is where every dimension, every GD&T callout, every note, and every finish on the drawing is accounted for. The discipline is brutal but the payoff is a defensible record. Olympus runs Form 3 in a balloon-to-actual workflow:
- Mark every characteristic on a PDF of the drawing with a numbered balloon
- Each balloon becomes one row of Form 3 with: balloon #, drawing zone, characteristic description, requirement (nominal + tolerance), measurement method, actual reading, accept/reject, and inspector initials
Linear and angular dimensions are inspected with calipers, micrometers, or height gauges depending on tolerance class. Anything tighter than ±0.0005″ goes on the CMM by default. GD&T callouts — true position, perpendicularity, flatness, runout, profile-of-surface, concentricity — run on the Haas HMM 430 CMM. Each CMM probing routine is named for the part and rev so it can be re-run identically on the next production lot.
Surface finish is verified with a calibrated comparator block at the called-out value (32 Ra, 63 Ra, etc.). Threads are checked with go/no-go gauges of the correct class. Notes on the drawing — material spec, finish spec, marking requirements — each become their own Form 3 row.
Worked example: a balloon-12 callout of "0.250 ±0.001 THRU" maps to Form 3 row 12, "Ø 0.250 thru-hole, hole position via CMM," requirement 0.249 / 0.251, actual 0.2503, accept, inspector EJS. The CMM report PDF is attached to the package and the row references the CMM run number.
Tools and equipment used
Olympus runs FAIs on a fixed inventory of calibrated tools so every FAI is reproducible.
- CMM: Haas HMM 430 with Renishaw probing — used for all GD&T and any feature with tolerance ≤ ±0.0005″
- Height gauge: calibrated Mitutoyo 24″ digital height gauge for stack-up dimensions on a granite plate
- Micrometers: 0–6″ outside mics and bore mics, calibrated annually against gauge blocks
- Calipers: 6″ and 12″ digital calipers for general dimensional inspection
- Thread gauges: go/no-go ring and plug gauges across UNC, UNF, and metric pitches
- Surface roughness comparator: calibrated comparator block; profilometer used when called out specifically
Every tool has a current calibration cert from a NIST-traceable lab. Gage R&R is reviewed annually and tools are pulled from service if they drift out of tolerance.
Top 10 common FAI rejection reasons
- Missing balloon on the drawing. Cause: rushed mark-up. Prevention: peer-review the balloon map before measurement
- Missing material cert. Cause: distributor never sent it. Prevention: require cert at receiving; do not release stock without it
- Illegible signature on Form 1. Cause: handwritten only. Prevention: print the inspector's name AND sign
- Wrong drawing revision. Cause: an old PDF on the floor. Prevention: pull the rev directly from the customer portal at FAI start
- Unmeasured GD&T callout. Cause: characteristic not balloned. Prevention: every callout — including notes — gets a balloon
- Surface finish not verified. Cause: assumed "as-machined" is acceptable. Prevention: comparator-check every called-out finish
- Wrong inspection tool used. Cause: caliper used on a ±0.0005″ feature. Prevention: tool-by-tolerance rule documented in the QA SOP
- Sub-tier process cert missing. Cause: heat-treat or plating cert not pulled. Prevention: open a cert chase ticket the day the part ships to the sub-tier
- Form 3 actuals rounded to nominal. Cause: lazy data entry. Prevention: record actuals verbatim from the gauge readout
- Calibration cert expired. Cause: tool overdue. Prevention: monthly calibration audit; expired tools tagged out of service
Olympus FAI workflow — defense bracket case study
Here is how a typical defense bracket moves through Olympus's FAI workflow, anonymized.
- Day 1 — receive drawing. Customer releases drawing rev D for a defense bracket. PO references Olympus's CAGE 9V9P0 and notes the part is ITAR-controlled. The drawing goes into the ITAR-controlled folder; only U.S. persons access it
- Day 1 — balloon map. A second QA tech balloons every characteristic; the map is peer-reviewed
- Day 2 — first article machined. The first article comes off the Haas mill and goes straight to the inspection bench
- Day 3 — inspection. Linear dims with calipers and mics; GD&T on the Haas HMM 430 CMM; surface finish via comparator; threads via go/no-go
- Day 4 — cert chase & package compile. Material cert from Alro Steel is matched to the heat/lot. NovaKote finishing cert is pulled and tied to the PO. Forms 1, 2, 3, balloon map, all certs, and CMM report are merged into a single FAI PDF
- Day 5 — QA release. QA signs Form 1, the package ships with the part, and a copy is filed in the part's quality folder for the life of the program
Standard turnaround on an Olympus AS9102 FAI is 5 business days from receipt of the first article. Re-FAIs after a customer-driven rev change run 2–3 business days.
Free Download — Blank AS9102 Rev C Form 1 / 2 / 3 PDFs
Blank AS9102 Rev C templates branded with Olympus Machining letterhead. Click any form below to download the PDF — no email required.
- Download Form 1 — Part Number Accountability (PDF)
- Download Form 2 — Product Accountability (PDF)
- Download Form 3 — Characteristic Accountability (PDF)
Questions or need a fillable version? Email sales@olympusmachining.com.
Frequently asked questions
What's the difference between AS9102 Rev B and Rev C?
Rev C (released 2014) added clearer guidance on partial FAIs (PFAIs), tightened the linkage between Form 3 and balloon drawings, and updated traceability requirements for sub-tier suppliers. The fundamental Form 1 / Form 2 / Form 3 structure is unchanged, but Rev C explicitly requires that every characteristic on the print is accounted for on Form 3 and that any "not applicable" characteristic is justified.
When do I need a partial FAI versus a full FAI?
A full FAI is required for the first production article of a new part, after a process or location change, or after a 2-year production gap. A partial FAI (PFAI) is used when only a subset of characteristics is affected — for example, a drawing revision that changes three dimensions, a new sub-tier supplier for one raw material, or a tooling change that affects one feature. The PFAI documents only the impacted characteristics and references the original FAI.
Who can perform an AS9102 First Article Inspection?
AS9102 doesn't require third-party certification — the supplier performs the FAI internally. What it does require is that the QA representative signing the Forms is competent, the measurement equipment is calibrated and traceable, and the records are auditable. Most aerospace and defense customers will additionally audit the supplier's quality system (often via AS9100 or a customer source-inspection visit) before accepting FAIs.
How long does an AS9102 FAI typically take?
For a typical CNC machined defense bracket with 30–60 characteristics, Olympus turns a complete AS9102 FAI in about 5 business days from receipt of the first article. Highly complex parts with 200+ characteristics or extensive GD&T can take longer. The bottleneck is usually CMM time and the sub-tier cert chain, not the paperwork itself.
Does Olympus charge extra for AS9102 FAI documentation?
AS9102 FAI documentation is quoted as a separate line item on the purchase order. The cost depends on characteristic count, CMM time, and the complexity of the cert chain. We provide a fixed FAI quote alongside the part quote so buyers know the all-in cost up front. Re-FAIs after a customer-driven drawing change are quoted as PFAIs at a reduced rate.
Explore our AS9102 First Article Inspection capability, CMM inspection services, balloon drawings for Form 3, Full FAI vs Partial FAI, or our quality assurance overview.
Contact Olympus Machining
Olympus Machining LLC
639 Frederick St, Suite 1
Hanover, PA 17331
Phone: (717) 634-5094
Website: www.olympusmachining.com
Google Business Profile:
View on Google
Request a Quote:
Submit a project
About Olympus Machining
Olympus Machining LLC is a precision CNC machining shop located in Hanover, Pennsylvania. As a dedicated CNC machining shop and reliable machining vendor, we provide CNC milling, CNC turning, and prototype-to-production services for OEMs and manufacturers nationwide. Olympus is ITAR registered (CAGE 9V9P0) and CMMC Level 1, with AS9102 First Article Inspection running on a Haas HMM 430 CMM.
Related Articles
Related Capabilities from Olympus Machining
AS9102 First Article Inspection
AS9102 Rev C FAI services with Forms 1, 2, and 3 documentation.
Full FAI vs Partial FAI (PFAI)
When a PFAI is acceptable and when a Full FAI is required.
Balloon Drawings for AS9102 Form 3
Balloon drawing preparation for Form 3 characteristic accountability.
CMM Inspection Services
Coordinate measuring machine verification with full reporting.
Submit Your Project for Review
Contact Olympus Machining to discuss your CNC machining requirements.