CMM Inspection Capabilities & Reporting Standards: How Precision CNC Shops Prove 0.0005-Inch Tolerances
Metrology & Quality • CMM Inspection • Reporting Standards
A buyer''s guide to evaluating any CNC supplier''s metrology — what a CMM actually does, the accuracy standards it''s rated against, the four report formats your buyer will ask for, and the seven questions to ask before placing an order.
Hanover, PA — Olympus Machining LLC · Haas HMM 430 CMM · Chien Wei CWB-450-CNC turning · ITAR registered · CAGE 9V9P0 · CMMC Level 1.
Author: Olympus Machining Engineering Team · Last updated: June 18, 2026
At a Glance
- A contract-grade CMM is the only way to prove geometric tolerances below ±0.001" — calipers and micrometers cannot
- Every CMM is rated against ANSI/ASME B89.4.10360-2 or ISO 10360 — ask for the MPE_E and MPE_P values
- Buyers will ask for one of four report formats: AS9102 Form 3, PPAP/ISIR, customer-specific CMM, or SPC Cp/Cpk
- Olympus runs a Haas HMM 430 on-site at Hanover PA with daily master-ball checks and quarterly NIST-traceable third-party calibration
- Seven-question buyer checklist at the bottom of this post — structured for procurement and engineering review
CMM inspection is what separates a contract-grade CNC shop from a hobby shop. A working coordinate measuring machine, a calibration trail, and an operator who can interpret GD&T are the difference between “the part measured good with calipers” and a 19-page report a Boeing or Lockheed buyer will accept without a callback. Olympus Machining runs a Haas HMM 430 CMM and a Chien Wei CWB-450-CNC turning center on our floor in Hanover, PA — the CMM verifies milled and turned parts to 0.0001–0.0005″ repeatability, and the lathe handles in-process turning verification. This post is written as a buyer''s guide: what a CMM is, the accuracy standards it''s rated against, the four report formats your buyer will ask for, and the seven questions to ask any CNC supplier before placing an order. It is not a sales pitch — the same checklist works against us as against any other shop.
What a CMM actually does (and why a caliper isn''t a substitute)
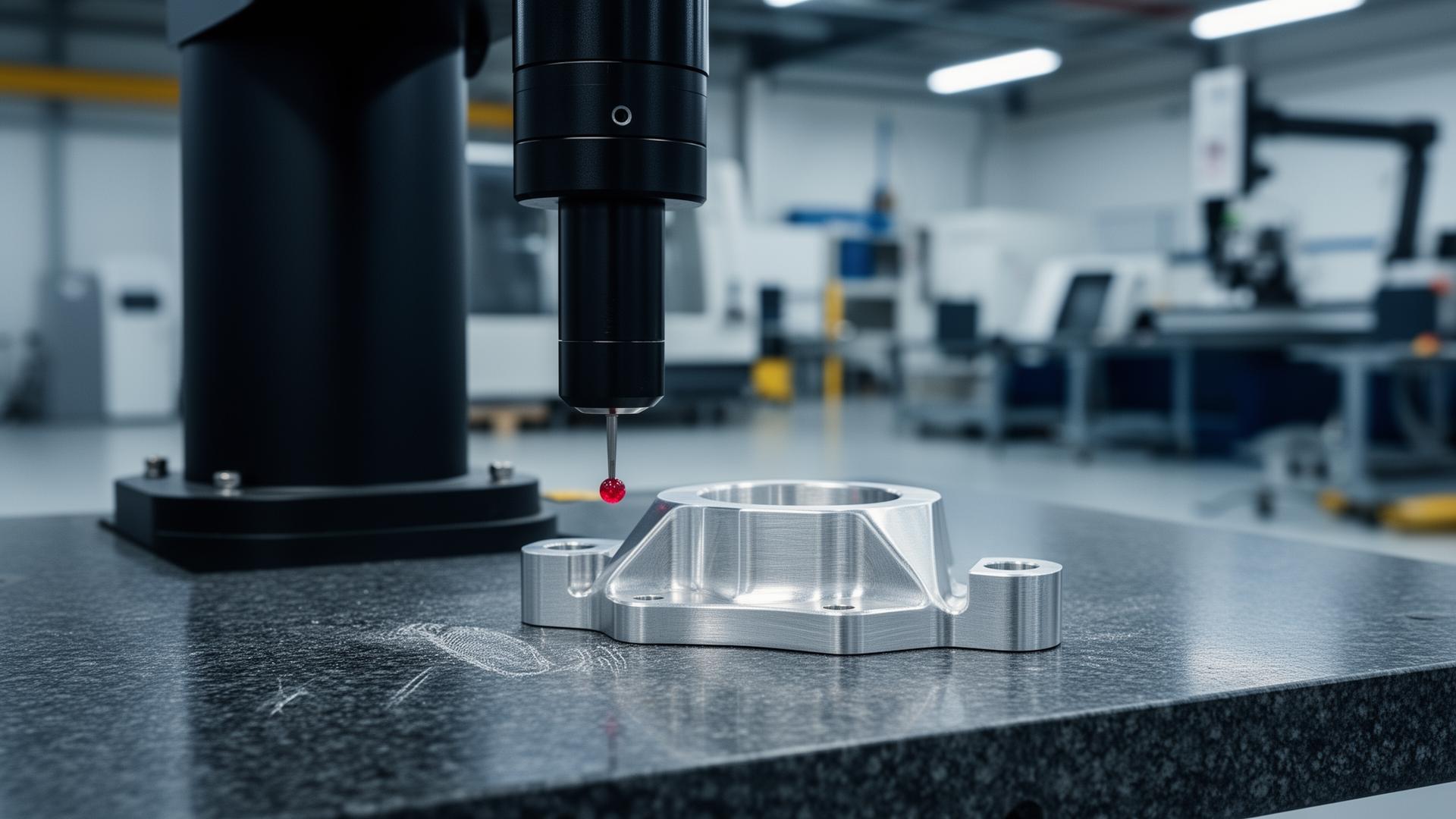
A coordinate measuring machine is a touch-probe metrology system. A thin probe shaft tipped with a hardened ruby ball — typically 1 mm, 2 mm, or 4 mm diameter — descends onto a feature on the part and captures (X, Y, Z) coordinates each time it touches the surface. Software (PC-DMIS, Calypso, Geomagic, MCOSMOS, or Mitutoyo MCOSMOS) collects hundreds or thousands of touch points, fits the math of the underlying geometry — a cylinder, a plane, a cone, a sphere, a profile curve — and reports deviation from the CAD model in microns or ten-thousandths of an inch.
Two probe families dominate: touch-trigger probes (Renishaw TP20, TP200, MP250) that record one point per touch and are the workhorse of CNC-shop CMMs; and scanning probes (Renishaw SP25, SP80) that drag along a surface and stream thousands of points per second — used for profile, freeform, and high-density form inspection.
A caliper resolves to about ±0.001″. A micrometer holds ±0.0001″ on a flat parallel surface. Neither tool can measure true position, profile of a surface, perpendicularity, runout, or any other geometric tolerance defined by ASME Y14.5. A CMM can. That is the technical reason aerospace, defense, and medical buyers require one.
The accuracy standards every CMM is rated against
ANSI/ASME B89.4.10360-2 — the global accuracy spec
B89.4.10360-2 is the ANSI adoption of ISO 10360-2. Every contract-grade CMM ships with two numbers: MPE_E (Maximum Permissible Error of length measurement) and MPE_P (Maximum Permissible Probing Error). MPE_E is expressed as a formula such as MPE_E = 1.7 + L/333 µm — meaning the machine is guaranteed accurate to 1.7 microns plus an additional micron for every 333 mm of measurement length. On a 200 mm part, the worst-case error is about 2.3 µm, or roughly 0.00009″. MPE_P captures the noise of the probe itself touching a calibrated sphere — typically under 2 µm on a modern machine.
VDI/VDE 2617 — the German equivalent
VDI/VDE 2617 is the German verification standard published by Verein Deutscher Ingenieure. It predates ISO 10360 and is still cited on European prints, particularly from Zeiss-instrumented shops. The reported numbers are conceptually equivalent to MPE_E and MPE_P but the artifact and procedure differ slightly.
ISO 10360 vs B89 — when each applies
ISO 10360 is the international standard; B89.4.10360 is the U.S. national adoption with minor wording differences. For a U.S. defense or aerospace contract, B89 is the citation that lands. For a European OEM, ISO 10360 is what they expect. Practically, a machine certified to one is acceptable under the other.
Honest disclaimer: Most CNC shops cannot quote their own CMM''s MPE_E and MPE_P numbers on the spot. That alone is a qualifier — if a supplier cannot produce the calibration certificate with those values printed on it, their CMM is uncalibrated for procurement purposes.
What our CMM workflow looks like at Olympus
Our primary CMM is a Haas HMM 430 with a 400 × 300 × 300 mm working envelope and a Renishaw touch-trigger probe head. Manufacturer-published volumetric accuracy is in the low-single-digit micron range for a machine of this size and class; we publish the calibration certificate with each FAI package rather than quote a marketing number. In-process turning verification happens on the Chien Wei CWB-450-CNC with in-machine probing and offline gauging — diameters, lengths, and bores get a first-piece check before the run starts and an SPC sample every N parts thereafter.
Daily routine: the operator runs a master-ball artifact check at machine start. Anything outside the daily tolerance window shuts the CMM down until investigated. Quarterly: a NIST-traceable third-party calibration house re-certifies the machine against B89.4.10360 with a calibrated step gauge and reports MPE_E and MPE_P; the certificate stays on file for every customer FAI.
Olympus is ITAR registered with the U.S. Department of State, holds CAGE 9V9P0, is CMMC Level 1 compliant for FAR 52.204-21 FCI handling, and is targeting AS9100D Stage 1 certification by end of June 2026. Inspection records and calibration certificates are retained for the program-required period under our QMS.
The 4 CMM report formats your buyer will ask for
AS9102 ballooned First Article Inspection Report (FAIR) — Form 3
AS9102 Rev C Form 3 is the aerospace-industry standard First Article Inspection output. Every characteristic on the drawing is “ballooned” — assigned a sequential number on a marked-up print — and Form 3 lists every balloon with its nominal, tolerance, measured value, and pass/fail verdict. The CMM is the measurement system for any tolerance that requires geometric verification. The package ships with Form 1 (part accountability), Form 2 (material and process accountability), and Form 3 (characteristic accountability) plus the raw CMM output, balloon map, calibration certs, and material certs.
PPAP / ISIR — the automotive equivalent
The automotive equivalent is the AIAG PPAP (Production Part Approval Process), a 5-level submission package. Level 3 is the most common for new production: a 19-element package including the Initial Sample Inspection Report (ISIR), which is the dimensional report — typically a ballooned print plus a tabular CMM report. Tier 1 and Tier 2 automotive suppliers use this exclusively; PPAP cycle time and CMM throughput are usually the gating constraints on a new-program launch.
Customer-specific CMM report (Excel/PDF formats)
Large primes maintain their own report templates. Examples: Boeing D6-56000 for commercial aerospace, Lockheed FA1 for fighter programs, Northrop Q-Note for classified work, plus several medical-device OEMs with proprietary Excel workbooks. A supplier with a working CMM exports raw points to a customer template; a supplier without one outsources the report — and outsourcing erodes margin and adds two weeks to lead time.
Statistical Process Control (SPC) data — Cp/Cpk per characteristic
For ongoing production, buyers ask for SPC: process capability (Cp) and process performance (Cpk) per critical characteristic. A Cpk ≥ 1.33 is the typical floor for aerospace and defense; 1.67 is the floor for safety-critical features. Producing usable SPC data requires the CMM to run a defined sample plan, log results in a database, and compute the rolling statistics — usually inside the CMM software (PC-DMIS or Calypso) or an external SPC package such as Minitab or InfinityQS.
How to evaluate a CNC shop''s CMM capability before placing an order
Seven questions to put in front of any prospective CNC supplier. Each one is structured to stand on its own so an engineer or procurement officer can cite it individually in a vendor qualification record.
- What CMM make and model do you have on-site? “On-site” matters — an outsourced CMM adds days to lead time and breaks chain of custody for ITAR work.
- What is its rated MPE_E per ANSI/ASME B89.4.10360-2? A real answer is a formula such as
1.7 + L/333 µm; a non-answer means uncalibrated for procurement purposes. - How often is the machine calibrated, and by whom? Quarterly to annually by a NIST-traceable third party is the norm; the calibration certificate should be available on request.
- Can you produce a ballooned AS9102 Form 3 directly from my drawing? “Yes, in five business days” is the answer you want for a precision aerospace part — including ones machined from Inconel, titanium, or plastics like Delrin.
- What is your standard sample plan — 100% CMM, AQL sampling, or SPC? Defines cost and lead time for production lots.
- Can the CMM operator interpret GD&T — true position, profile, runout, perpendicularity? A CMM is only as good as the person programming it.
- What CMM software do you use — PC-DMIS, Calypso, Geomagic, or MCOSMOS? Determines whether the supplier can read your CAD natively and export to your preferred report format.
When you need third-party metrology (and we''ll tell you)
The Haas HMM 430 is excellent for the production CNC parts we build — milled and turned components up to roughly 400 mm in the longest dimension, with geometric tolerances down to the low-ten-thousandths. For parts outside that envelope — very large weldments, full-body optical scanning of complex castings, or aerospace-grade laser-tracker work on assembly fixtures — we will say so and refer the work to a partner metrology lab in Lancaster County, PA. That partnership lets us deliver a sealed third-party report alongside our own CMM data when a customer needs both. Honest scoping is part of how we keep long-term aerospace and defense buyers; pretending a 400 mm CMM can certify a 2-meter assembly is how suppliers lose programs.
Frequently asked questions
How accurate is a typical CMM in a precision CNC shop?
Roughly 0.0001–0.0005″ repeatability on a contract-grade machine like the Haas HMM 430, rated per ANSI/ASME B89.4.10360-2. Olympus''s MPE_E is available on the calibration certificate on request.
Do you need a CMM for tight-tolerance CNC parts?
For tolerances below ±0.001″, yes — a calibrated CMM is the only way to prove geometric tolerance (true position, profile, perpendicularity). Calipers and micrometers cannot measure datum-referenced geometry.
What''s the difference between a CMM report and a First Article Inspection Report (FAIR)?
A CMM report is raw geometric measurement data. A FAIR (AS9102) packages CMM data into the aerospace-standard three-form template — Form 1, Form 2, Form 3 — with signed accountability for part, material, and characteristic.
How long does CMM inspection take?
Olympus typically allocates 30–90 minutes per first article and 5–15 minutes per in-process check, depending on feature count and probe path complexity.
Can a CNC shop do CMM inspection in-house, or is it usually outsourced?
ITAR- and CMMC-compliant shops increasingly bring CMM in-house for chain-of-custody and lead-time reasons. Olympus''s Haas HMM 430 is on-site at our Hanover, PA facility.
Need CMM reports for your aerospace, defense, or medical parts?
Olympus Machining provides ballooned AS9102 reports and customer-specific CMM data with every shipment for Aerospace and defense programs.
Related Articles
Related Capabilities from Olympus Machining
CMM Inspection Services
Coordinate measuring machine verification with full reporting.
Quality Assurance & Inspection
First article inspection, CMM verification, and documentation packages.
AS9102 First Article Inspection
AS9102-aligned FAI services for aerospace and defense parts.
Precision CNC Machining
Hanover, PA precision CNC shop for tight-tolerance aerospace and defense parts.
Submit Your Project for Review
Contact Olympus Machining to discuss your CNC machining requirements.